優秀な技術者になる・優秀な技術者を育てる その13
転職によるキャリアアップ・スキルアップを考察する。
日本もアメリカのような転職文化になりつつあるか
2026年4月29日の新聞に『中途採用初の5割超』との記事が載りました。私の時代は転職によるキャリアアップ・スキルアップはまず考えられませんでした。日本も転職が気軽に行われる時代になったかと感慨深く感じます。
しかし、新聞記事によると、個人の意識変化と言うより、企業側の人材不足による即戦力確保が要因とのことです。

ご存じのようにアメリカでは簡単に転職します。アメリカの平均勤続年数は4年、日本は13年と言われています。キャリアアップ、給料アップの手段として転職の道を選ぶようです。この大きな原因としてアメリカでの企業は日本より簡単に従業員を解雇できます。いつ使い捨てされるかわからない職場に愛着もわかないでしょう。また、企業もいつでも使い捨て出来るなら人材を育てるより優秀な人材を拾って来れると思っているでしょう。自由闊達なアメリカ文化の違いもさることながら制度上の違いが大きな原因の1つと思っています。
日本の制度ではまだ、企業側から簡単には解雇できません。まだ、終身雇用の分化が根強く残っており、企業も人材育成にも力を入れています。会社が健全で、与えられている仕事が本人の能力から大きくはみ出ていないなら踏みとどまっても良いのではと思っています。このような状況も知ってか転職したいと思っても、後ろ髪をひかれて、かなり会社に残る方も多いのではと感じます。実際にも会社を辞めたいと思った人で実際に辞めた人は1/3とのことです。
アメリカでは企業内教育も少なく、どのように各々がキャリアアップ、スキルアップしているか不思議なところですが、多民族社会で様々な考え方ができること、失敗経験がプラスに評価され、果敢に挑戦できること等が日本と違うところと思っています。個人の方も、解雇されたとき、良い条件で転職できるように自分の価値を高めるため、積極的に自己研鑽しているようです。
この流動性、活力がアメリカを支えているのではと思っています。
日本も簡単に個人の方から転職し、企業での定着率が下がっていくと、使い捨てが簡単にできるような社会になりかねません。積極的に自己研鑽しなければなりません。
なぜ退職したいと思ったのか
それでは、日本ではどのような理由で会社を辞めたいと思うかの調査結果を見てみます。下記グラフは株式会社リクルートマネジメントソリューションズが2024.03.22に調査した結果のグラフの上から4項目の抜粋です。

転職したいと思った理由が本当に自分の将来を考えてのことか、本人の気の持ちように原因があるのかわからないところがあります。居心地が悪いから辞めたいと受け止められます。
グラフを見ると、「仕事のやりがい・意義を感じない」と「自分のやりたい仕事ができない」の理由が非常に多いです。多分、今の仕事は会社が押し付けたものと思いこんでいます。しかし、この非常に技術革新の速い時代に、例えばあなたのやりがいがあり、意義を感じ、やりたい仕事は5年後にニーズがあるのでしょうか。ひょっとするとAIがやっているかもしれません。もともと、技術者の本分は開発したもので世のお役に立てることなのです。研究者と異なるところです。
前述のように、世の中は急速に変わっています。技術のスピードも目覚ましいものがあります。地に足を付け、将来の自分を考えて真剣に分析するのはいかがでしょうか。
|
|

一時の思い込みで走らずに立ち止まって、本当はどうありたいのか真剣に考えてみましょう。
考えるべきこと
- 大きな視野に立って本当にやりたいことは何なのか
- 今の会社は良い会社か
- 自分への評価は正しいか
1.大きな視野に立って本当にやりたいことは何なのか
一時の思い込みで走らずに立ち止まって、本当はどうありたいのか真剣に考えてみましょう。

キャリアアップなのかスキルアップなのか優先度は?
あるべき姿は、スキルアップ(技術・能力向上)によってキャリアアップ(職位向上)できることがですが、日本の社会ではまだ「生え抜き」を優先していることも良くあることです。
私の過去を振り返ると、技術者として一番やりがいがあったのは、主任研究員(課長レベル)でした。グループを抱え、かなり大きなプロジェクトを任されました。転職を繰り返してスキルアップしても、新しく入ってきた人に、会社として会社の命運を分ける大事な仕事を任せられるでしょうか。逆に新しい職場で先端的仕事に付ければ、大きくスキルアップできるかもしれません。
大きな仕事をしたいのか、持てる技術を広く深くしたいのか、優先度はどちらなのか。
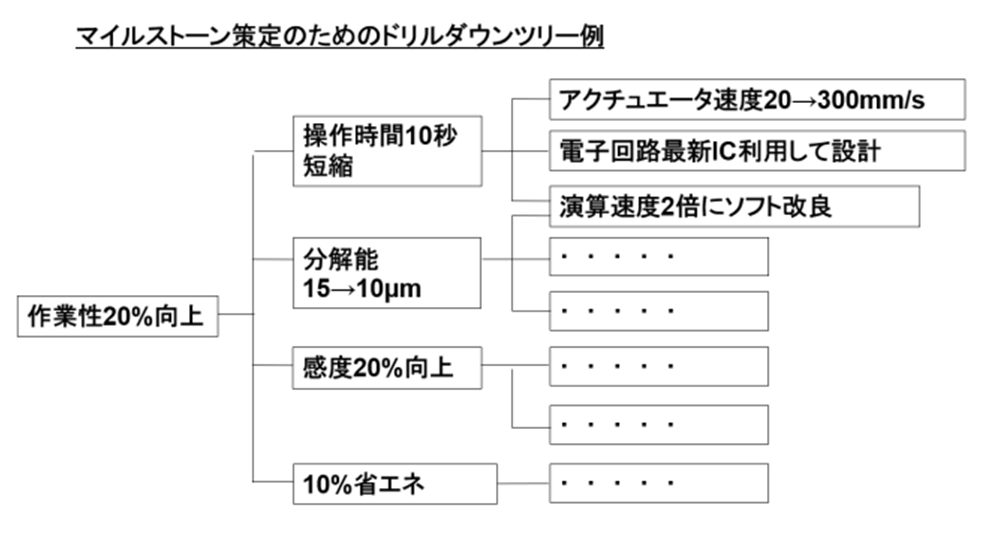
やりたいことは新製品開発か持てる技術を高めることか
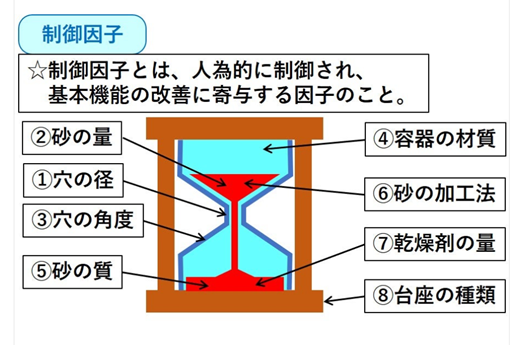
図は自動車開発を例にとっています。自分のやりたいのはソフト開発なのか、あるいは技術分野にとらわれず自動運転開発をやりたいのか。技術分野にこだわるのか、技術目標にこだわるのかです。技術分野、目標両方にこだわると範囲が狭くなり、世の変化で簡単に役立たずになり取り残されるかもしれません。やりたいことは、分野か目標かどちらかに重点を置き、ある程度フレキシブルに対応できるようにすべきです。分野、目標もやりたいことのテリトリーを幅広く持った方が良いです。
これしかやりたくないと意地を張るとどこも5年後には使い物にならなくなります。

2.今の会社は良い会社か
職場全体の価値観、将来性
ブログの初回でジョンソン・エンド・ジョンソン(J&J)の経営理念でも触れました様に、
大切なのは「お客様第一」です。会社もあなたの職場も「お客様第一」で回っているならば安心です。
もし、周りの仲間が上司ばかりを気にして働いているようでは会社の将来性はありません。 また、会社は従業員を大切にしているかも重要です。儲け第一主義で回っていると、あなたの将来も不安です。

会社の良しあしを判断するには、閉じこもっていてもわかりません。顧客からの声に耳を傾けるのも重要ですが、なかなか技術者まで届きません。容易にできるのは職場の飲み会に出ることと思います。仲間の飲み会、上司を交えての飲み会、どちらでも良いです。やはり皆の本音が出ます。ただし職場の飲み会も無いような会社は良くない会社かもしれません。

転職どうかに関わらず、職場の飲み会には積極的に参加した方が良いです。私も経験しましたが、アメリカは非常にパーティ好きです。転職しても元の仲間とのパーティに出ています。これも活力の源の一つかもしれません。
3.自分への評価は正しいか
会社を辞めたいと思った理由を示した上記グラフの上位にありませんが、気持ちの底には、人事評価への不満があります。しかし、外から見ると、ほとんどの場合正当な評価がされているように見えます。評価された本人の思い込みの可能性があります。低く評価されたと思い込むようでは、どの会社に転職しても正当に評価されたと感ずることは無いです。評価結果が妥当ならば、その会社に踏みとどまって、指摘された内容を改善努力する方が、本人のためにもなります。すねた態度は良くないです。
会社の評価が妥当かどうか、どのように判断すれば良いでしょうか。私も技術者を評価する経験をしましたが、非常に難しく思いました。技術者は一人一人異なるなる専門分野で、異なる目標を掲げて仕事をしています。さらに開発はチームワークで進めます。それを能力と業績中心で一律に評価するのは元々無理があります。
技術者の評価は小学生の通信を連想させます。小学生はそれぞれに個性があり、体育が得意な子、音楽が得意な子千差万別です。将来の目標もバラバラです。これらの子が将来世の中で活躍できるように先生方は評価し、指導していきます。
技術者についても将来、会社のなかでそれぞれの技術分野で実力を発揮できるように、評価し指導するような仕組みが理想的です。
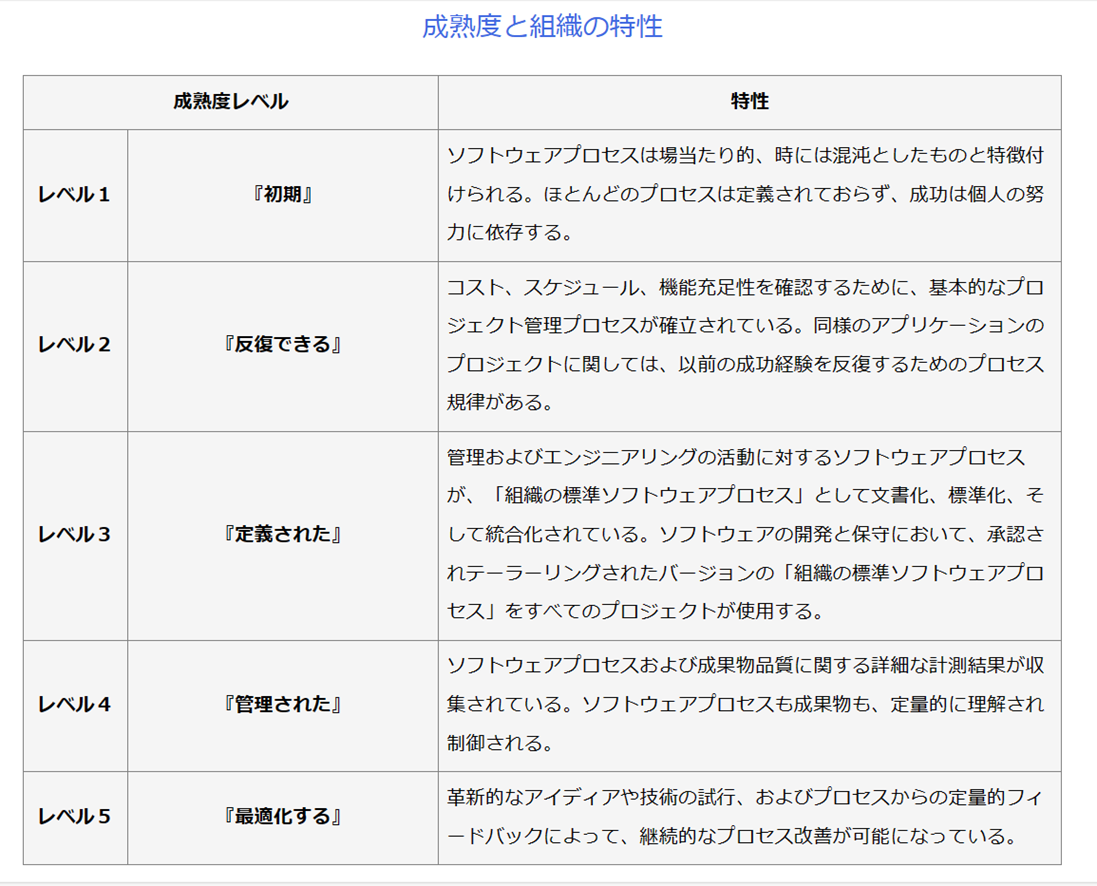
下の表は10項目からなる文部科学省の小学生向けの行動の記録の評価項目及びその趣旨の内の6項目です。
|
|

正にこのまま技術者の評価項目に当てはめられます。あとは定番の「能力評価」「業績評価」の項目があれば充分です。
評価された項目がこのようであり、自己アピールの機会があり、複数の上司が評価に加わり、本人にフィードバックされていれば、評価に問題は無いと考えるべきです。評価が悪くてもそれを受け入れ、改善努力した方が良いです。

まとめ
日本も急速に転職文化が進んでます。しかし、アメリカほど転職によるキャリアアップ、スキルアップの土壌が熟成されていません。
退職の前に、立ち止まって前述の下記3つのことを考えてみましょう。
1. 大きな視野に立って本当にやりたいことは何なのか。数年後もそのニーズはある のか。
2. 今の会社は良い会社か。顧客第一で動いているか。
3. 技術者評価の仕組みは妥当か。自分への評価は正しいか
最後に
ここまで読んでいただけると、転職に対して保守的なイメージがされるかもしれません。
しかし、本当に言いたいことは
地に足を付け、先を見て、やりたいことに向かって真剣にキャリアアップ、スキルアップに取り組んで欲しい。
ことです。
一休み
写真はヒレンジャクです。凄みのある顔をしています。大きさはハトくらいです。晩冬から早春にかけて郊外の公園で見られます。来ない年もあります。写真は川崎市宮前区の東高根森林公園とさいたま市の秋ヶ瀬公園で撮りました。ヤドリギの実が好物で、ヒレンジャクの糞はその実が数珠つなぎで出てきます。この粘り気が他の木に種を張り付け、ヤドリギが繁殖していくものと思います。ヤドリギも賢いです。

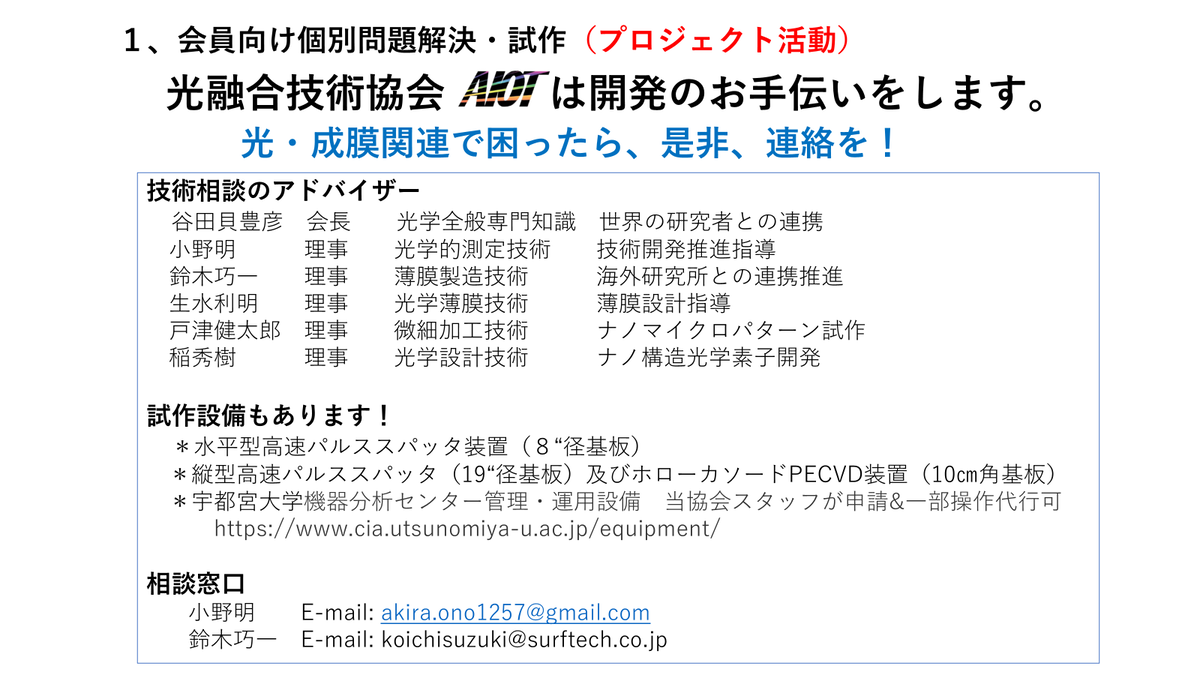
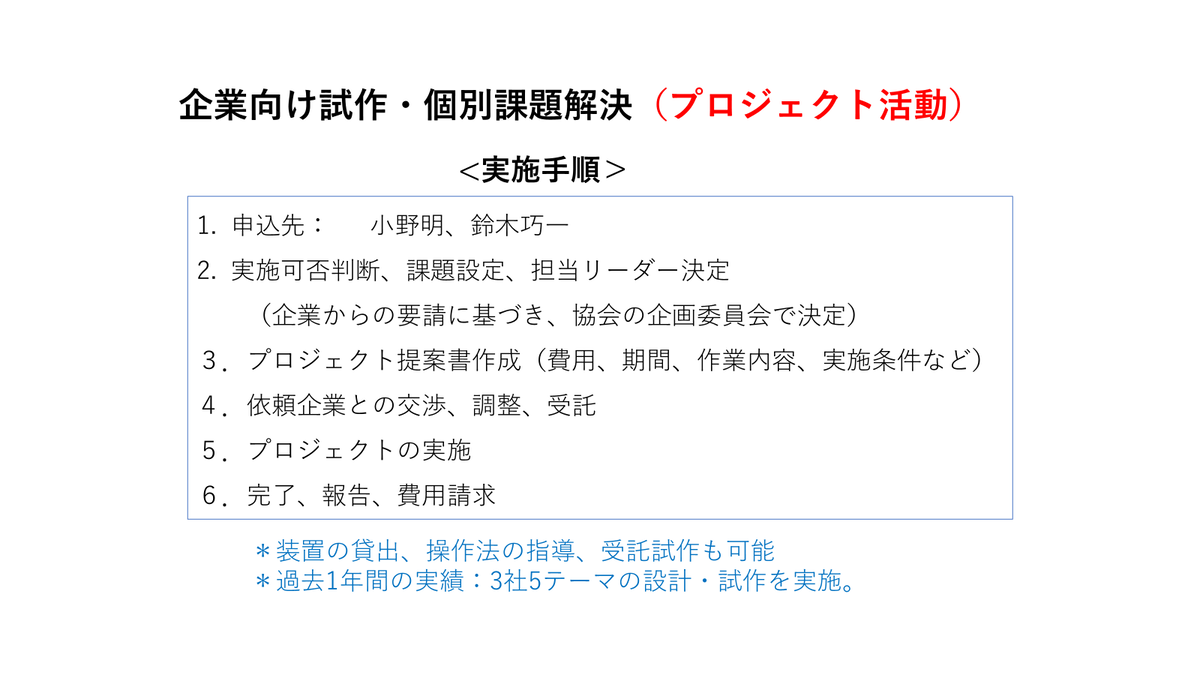
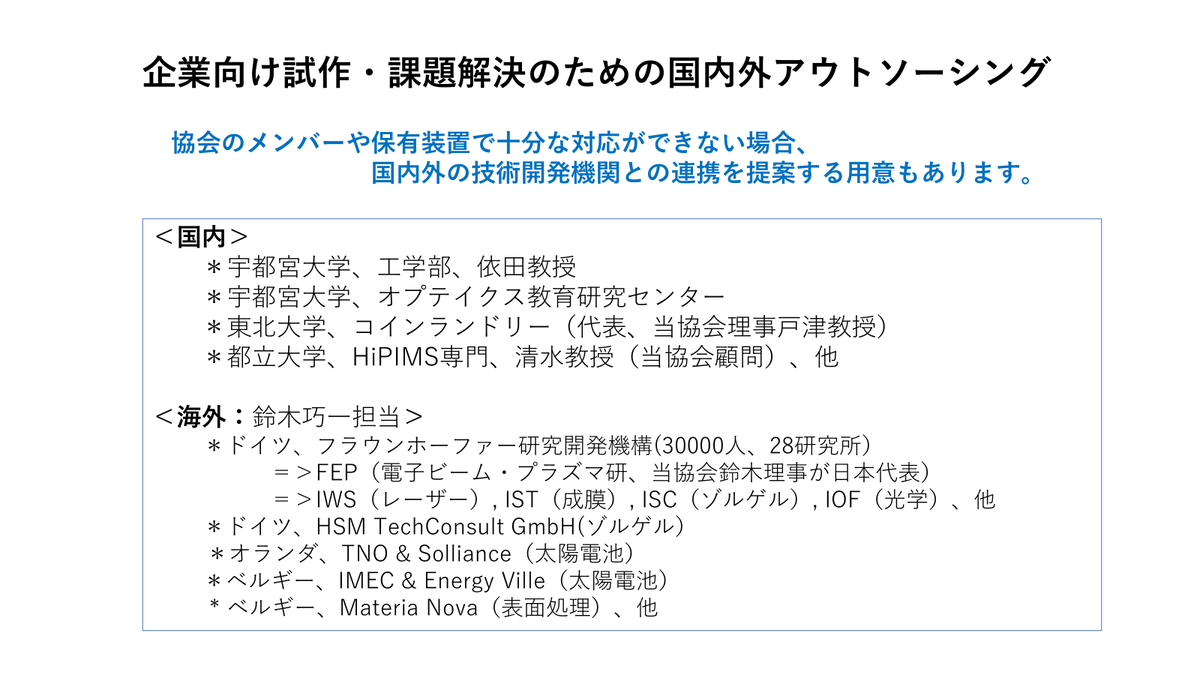
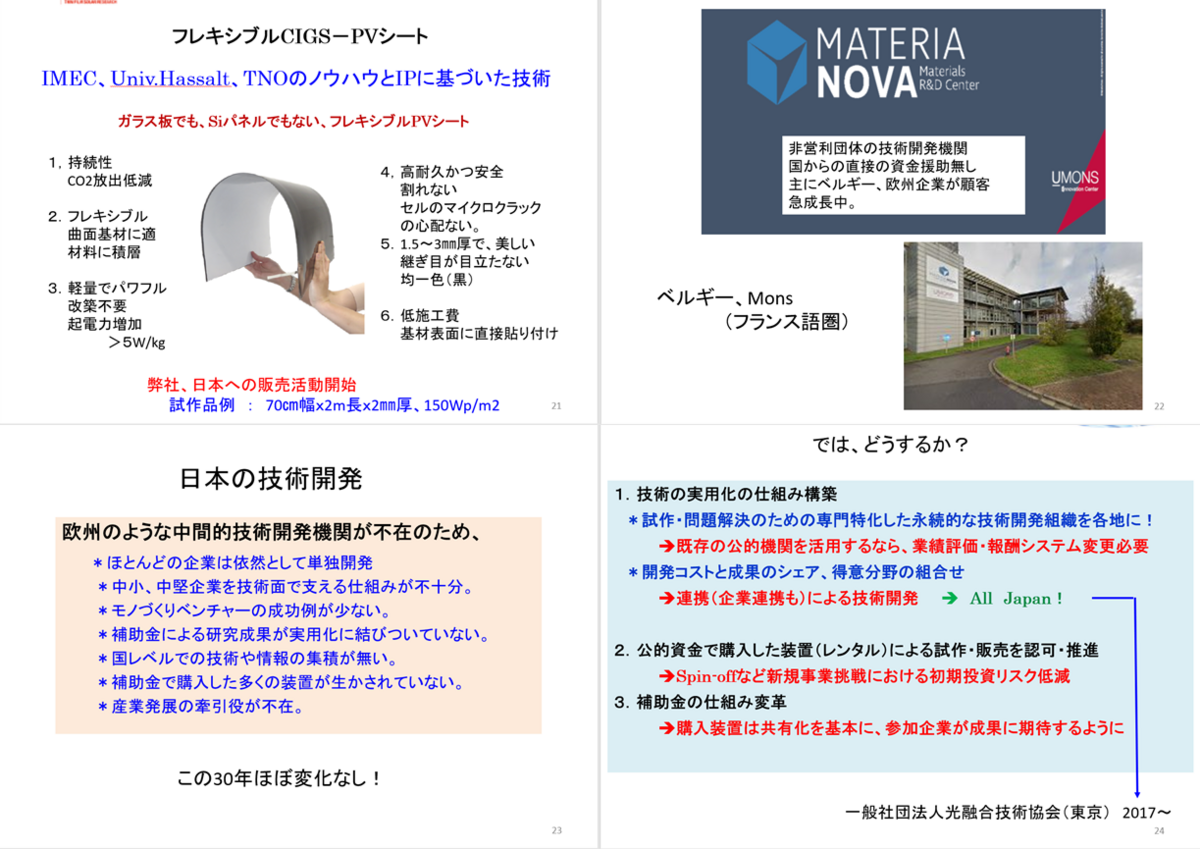
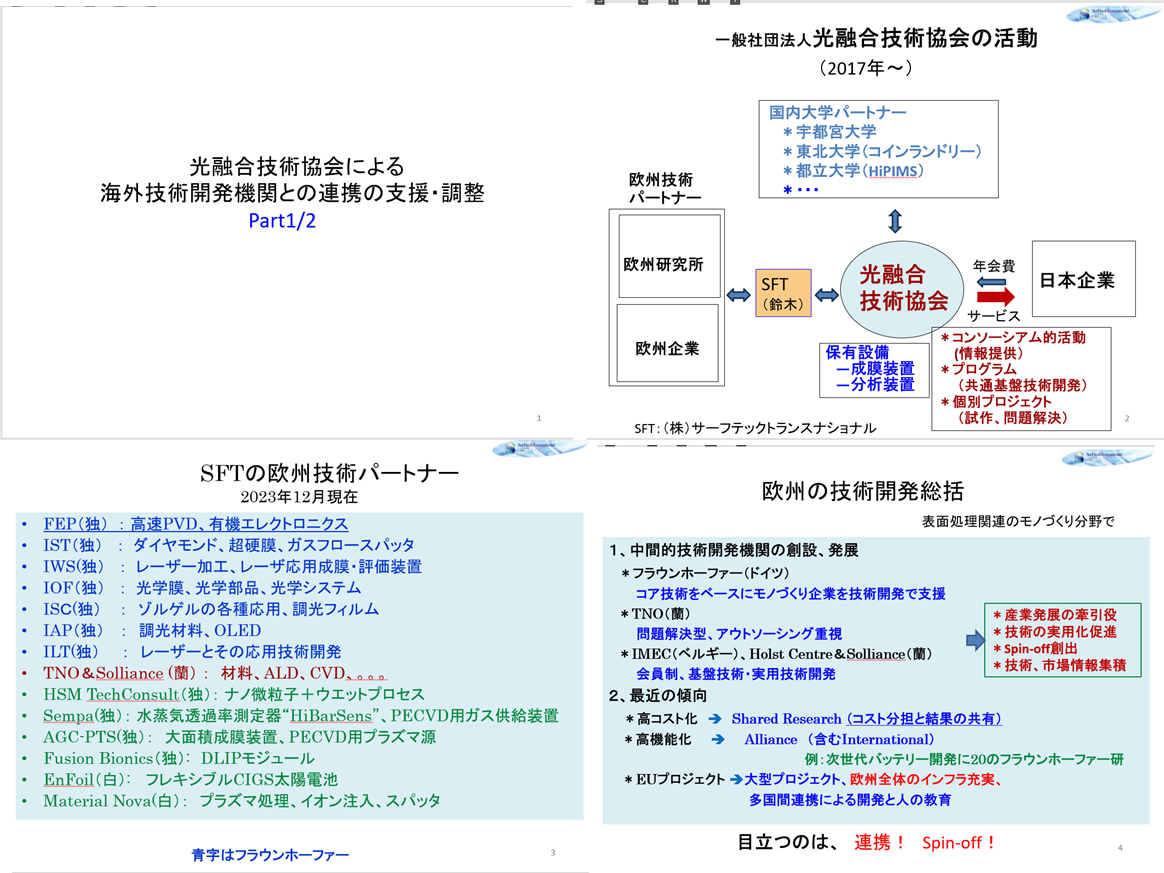
一社)光融合技術協会社団法人光融合技術協会の技術紹介その11
コンソーコンソーシアム活動
コンソーシアム活動として、ハイブリッドあるいはオンライン形式で国内外からの講師により定期的にセミナーを開催しています。私も、拙著「図解入門よくわかる最新光工学の基本と仕組み」をテキストに光学基礎講座を4回にわたって開催しました。
会員会社は何人でも無料で聴講できます。最近の開催例を紹介します。セミナー後1年経った講演資料は会員企業の希望者に無料でお渡しできます。
入会をお待ちしております。
2026年3月31日
VTT(フィンランド)のウエットプロセスによるフレキシブルペロブスカイト太陽電池
Dr. Riikka Suhonen Senior Scientist, Printed Materials Systems VTT Technical Research Center Ltd Finland
2026年2月19日
特別企画 日本の光学業界を活性化するNano Structured Opticsに関するハイブリッドセミナー
「フォトニックス・光学設計解析ソリューション」 株式会社 LightBridge カトフ・レドワン氏
「ANAX HyperionのAIモジュール」 ANAX Optics 株式会社 アントニー・ブカン氏
「ナノインプリント技術が広げる次世代デバイスの可能性(仮)」SCIVAX 株式会社 土屋 元彦氏
「今まで無かったモノ、真似されないモノの販売・提供を」株式会社協同インターナショナル 篁雅人氏
2025年12月17 日
フラウンホーファーIPTの高精度ナノストラクチャー形成技術
Dr. Andreas Mathwieser Research fellow. Group of Optical Metrology and Imaging Methods Department of Production Metrology Fraunhofer Institute for Production Technology IPT (Aachen, Germany)
2025年9月29日
4μm帯 面発光型量子カスケードレーザのご紹介
株式会社 東芝 総合研究所 生産技術センター 光学・検査技術研究部 フェロー 橋本 玲氏
2025年8月26日
Nano Structured Opticsに関するハイブリッドセミナー
- 「光メタサーフェス:メタレンズから分子センサーまで」
国立研究開発法人理化学研究所 光量子工学研究センター チームディレクタ 田中 拓男氏
- 「産業におけるメタマテリアル、メタサーフェスの活かし方」
納谷ラボ・代表、慶應義塾大学・研究員、イノベーションアーキテクト・フェロー納谷 昌之氏
2025年7月11日
フラウンホーファーFEPの電子ビーム技術と応用の最新トピックス
- アノーデイックアークプラズマ支援蒸着によるペロブスカイト太陽電池用ITO成膜、ナノ結晶 ダイヤモンド膜 他 Stefan Saager Fraunhofer Institute for Electron Beam and Plasma Technology
- 真空技術を活用した先端製造技術:ロールツーロール(R2R)システムに関する考察
一般社団法人光融合技術協会 理事 鈴木巧一氏
2025年5月28日
フラウンホーファーFEPのR&D活動最新状況:事業戦略、応用、新技術、EU公的(EU)プロジェクト
Dr. Christian May Business Development Fraunhofer FEP, Dresden, Germany
アノーデイックアークプラズマ支援蒸着によるPSC用ITO成膜、ナノ結晶ダイヤモンド膜、*大気圧電子ビームのナノインプリントによるナノストラクチャリングへの応用 他
2025年4月24日
JPC特別セミナー「光学関係団体最新の活動紹介」
「一般社団法人 光融合技術協会 AIOT 活動紹介 メタオプティクス実用化に向けて協力体制の提案」
一般社団法人光融合技術協会 理事 企画委員 小野明氏
他
2025年2月20日
ハイパースペクトル・イメージング 表面・薄膜検査を次のレベルへ
Dr. Graehlert Marketing & Sales, DIVE Imaging System GmbH, Radeberg, Germany
2024年12月4日
ペロブスカイト、太陽光発電デバイスの新参者 - 太陽電池とシステムの領域を完全に変えるか?”
Dr. Jozef Pootmans Program Director 0f the PV and Energy activities of imec, Bergium,
2024年11月12日
Nano Structured Opticsに関するセミナー
プラズモニクスにおける最新技術動向 静岡大学 教授 小野篤史氏
次世代超精密ものづくりを実現する回折限界超越光技術の新展開 東京大学 教授 高橋哲氏
2024年9月24日
オンライン講座「光学基礎講座その4」 第6章身の回りの光学機器 第7章未来を変える光技術
一般社団法人光融合技術協会 理事 小野明氏